01 膜芬顿技术
膜芬顿工艺流程见图1。膜芬顿技术是通过改进传统高级氧化-芬顿技术,并与膜过滤相结合产生的新型工艺。膜芬顿利用超滤膜代替传统的芬顿沉淀池,通过膜的截留作用及创新的平行内回流设计,维持系统的高污泥浓度,集成了高级氧化、混凝、化学沉淀、吸附、膜过滤等多种水处理机理,具有去除效果好、占地面积小、运行成本低、运行维护简单、自动化程度高等优势
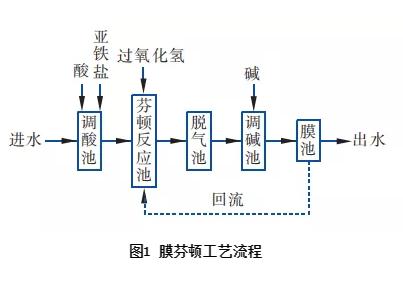
①调酸池。污水首先进入调酸池,与投加的无机酸(如硫酸)和亚铁盐(如硫酸亚铁)相混合。投加的无机酸(如硫酸)主要用于调酸池的ph值调控,一般控制在4~6之间,投加的亚铁盐(如硫酸亚铁)作为芬顿反应的催化剂。调酸池一般采用钢筋混凝土或钢结构,主要设备及仪表包括调酸泵、硫酸亚铁投加泵、在线ph仪及搅拌器等。
②芬顿反应池。芬顿反应池为发生高级氧化的主要场所。经过调酸池调质后的污水流入芬顿反应池,在此投加过氧化氢溶液。以亚铁为催化剂,与过氧化氢发生一系列的反应,产生强氧化性的羟基自由基矿化降解污染物,达到降低cod的效果。与此同时,接受自膜池回流的高浓度铁泥(mlss为4000~6000 mg/l),一方面增强了三价铁参与芬顿反应的几率,提高了反应速度,同时有可能在不溶性的铁氧体表面发生异相芬顿反应;另一方面,高浓度的铁泥强化了混凝和吸附效果,进一步提升了水质。芬顿反应池的ph值一般控制在3~5,停留时间根据不同水质和反应动力学原理进行设计。芬顿反应池一般采用钢筋混凝土或钢结构,主要设备及仪表包括双氧水投加泵、在线ph和orp仪,搅拌器等。
③脱气池。芬顿反应池的混合物进入脱气池,吹脱残留的过氧化氢和反应产物二氧化碳,消除过氧化氢对cod检测的影响,同时降低氧化剂对膜系统的损伤。脱气池一般采用钢筋混凝土或钢结构,主要设备为鼓风机,用于吹脱搅拌等。
④调碱池。脱气池的混合液进入调碱池,通过投加碱(如氢氧化钠)调高ph值,使得混合液中的三价铁离子转化为氢氧化铁或其他铁氧化物,便于下游膜工艺对混合液进行有效的固液分离。调碱池的ph值一般控制在4以上,以满足固液分离和后续处理工艺要求。调碱池一般采用钢筋混凝土或钢结构,主要设备及仪表包括加碱泵、在线ph仪、鼓风机(用于搅拌)等。
⑤膜池。浸没式超滤膜池为固液分离的步骤,膜芬顿采用抗氧化的超滤膜,膜过滤精度为0.04 µm,胶体、悬浮物以及以大分子存在的不溶性有机物均可以被膜截留。芬顿反应生成的铁的氧化物或者氢氧化物,也可以被膜有效截留。同时,经过膜浓缩的混合液回流至芬顿反应池,部分混合液排出系统,以剩余污泥的形式进入浓缩脱水处理单元。污泥浓度为4000~6000mg/l,根据膜污染倾向选择适当的膜通量,一般为15~30 l/(㎡·h),膜池一般采用钢筋混凝土或钢结构,主要设备及仪表包括产水泵、回流泵、排泥泵、压力传感器、ph计、鼓风机等。
02 膜芬顿深度处理精细化工废水应用案例
2.1 工程背景
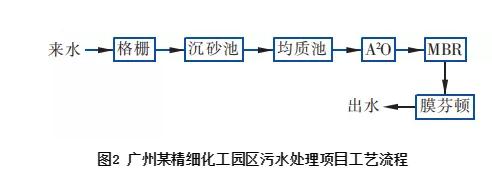
广州某精细化工园区污水处理项目于2006年4月建成投产,该项目污水排入珠江,执行广东省地方标准《水污染物排放限值》(db 44/26-2001)第二时段一级标准以及《城镇污水处理厂污染物排放标准》(gb 18918-2002)一级a标准的较严值,要求cod≤40 mg/l、 tp≤0.5 mg/l。废水来源主要包括化工废水、润滑油废水等,含有烟酰胺、医药中间体、润滑油、树脂等污染成分。其中,精细化工废水占主要部分,仅有极少量的生活污水。污水成分复杂,可生化性差,处理难度大。原处理工艺包括格栅、沉砂池、调节池、水解酸化池、生化池、膜生物反应器(mbr)等(见图2)。因水厂cod、tp波动较大,为了保证出水稳定达标,并同时增加高浓度废水的处理量以提高经济效益,新增膜芬顿作为深度处理单元。该设施于2018年10月正式投产,处理规模为2 000 m3/d,稳定运行至今。

2.3 调试运行
2.3.1 cod去除效果
膜芬顿进水绝大部分为不可生化降解的溶解性cod,进水cod为17.2~69.0 mg/l,平均值为37.8 mg/l。运行0~36 d,系统处于调试阶段,因铁泥浓度低, ph值尚未调至最佳状态,处理效果不显著;从第36天开始,系统进入稳定运行阶段,膜芬顿出水随着进水cod波动,出水cod为3.4~39.2 mg/l,平均值为19.1 mg/l,平均去除率为51.0%,最高去除率可达85.6%。通过对膜出水、调碱池上清液、排泥混合液的cod进行连续监测,针对某一运行时间段对cod去除总量、膜截留去除cod总量、排泥去除cod总量进行统计计算分析,高级氧化、膜截留及强化混凝吸附作用对于cod的去除贡献分别为79.4%、12.5%及8.1%。
2.3.2 tp去除效果
进水总磷为0.04~1.03mg/l,平均值为0.51 mg/l。运行0~36d,总磷平均去除率为65.2%,去除效果较差,主要原因是系统运行ph值偏高,导致双氧水与亚铁产生羟基自由基的效率低,无法将有机磷有效氧化为磷酸盐,有机磷依旧以溶解态形式存在于出水中,导致出水总磷较高。第36天后,系统进入稳定运行阶段,出水总磷稳定在0~0.34 mg/l,平均值为0.07 mg/l,总磷基本可达到地表ⅲ类水标准。
2.3.3 悬浮物和胶体去除效果
膜组件聚偏氟乙烯(pvdf)中空纤维膜,膜过滤孔径约为0.04 µm,可截留悬浮物、大分子胶体物质及细菌。运行数据表明,出水tss可保持在检测限以下。
2.3.4 氟化物去除效果
通过小试验证了膜芬顿铁泥对低浓度氟离子(2~10 mg/l)的吸附去除效果,去除率高达70%,芬顿铁泥的饱和吸附量达12.33~12.4mg/g。膜芬顿实现了氟离子的高效去除,得益于高浓度铁泥产生的化学沉淀和吸附作用。
2.3.5 膜系统运行情况
① 透水率稳定性透水率(j25/△p)是衡量膜渗透性能的主要指标。以透水率随运行时间的衰减速率作为膜系统运行稳定性的评价指标,方法是:通过线性拟合分析得到每次维护性清洗(mc)后的起始透水率,再将每个恢复性清洗(rc)周期内的起始透水率进行线性回归得到每个rc周期内的透水率衰减速率,见图3。
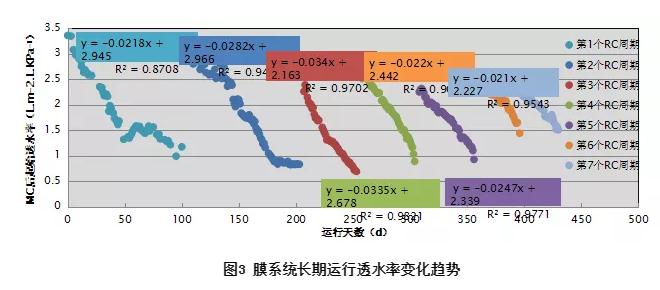
由拟合数据可知,第1~7个 rc周期的起始透水率分别达到2.945、2.966、2.163 、2.678、2.339、2.442、2.227 l/(m2·h·kpa),第1、2个 rc周期起始透水率高于其他周期,究其原因,新膜表面众多微孔中,不可避免会出现少数在标准孔径范围之外的大孔,导致透水率的虚高;第3~7个rc周期起始透水率平均达到2.37 l/(m2·h·kpa),通过rc基本可恢复至起始透水率;且7个周期的rc内透水率衰减速率均稳定保持在0.02~0.03 l/(m2·h·kpa ·d),因此膜芬顿的膜系统可持续长期稳定运行。② 膜丝性能在388 d的运行期间,膜外观、断丝、磨损等情况均良好,运行0~34 d,发现膜片底部有铁泥积累,进行曝气管路改造后,后续未见集泥。通过sem/edx元素分析发现,整个运行期间膜内、外表面间歇有轻微的fe、s、ca、al、si污染,经清洗后可完全恢复。通过红外分析(ftir)检测采集的膜芬顿超滤膜丝样品,对比纯pvdf膜材料特征吸光度,未发现异常变化,说明膜丝可以长期使用。
2.4 项目经济性分析
截取稳定运行阶段(第36~54天)的数据进行运行成本分析:电费0.22元/m³,药剂费用1.36元/ m³,膜折旧费用0.17元/m³,污泥处理费用0.14元/ m³,则运行费用为1.89元/ m³。
03 膜芬顿深度处理印染废水应用案例
3.1 项目背景
广东省清远市某印染工业废水处理厂目前共处理10家印染企业的生产废水。废水经过常规污水处理流程后,一部分达标排放,另一部分进入回用水处理流程。后者采用较为主流的uf ro工艺,每天产生ro浓水约8500 m3/d。ro浓水具有含盐量高、可生化性差、以溶解性污染物为主等特点, 采用常规的生化或者物化处理技术效果均很差。以ro浓水为代表水质,通过中试,评估膜芬顿技术处理ro浓水的技术经济可行性。
ro浓水的主要水质指标如下:cod为 150~160 mg/l,总氮为 23.36 mg/l,氨氮为6.43 mg/l,总磷 为1.59 mg/l,碱度为1208 mg/l,硬度为347.5 mg/l,氯离子为3000~4000 mg/l,电导率为12.35 ms/cm,含盐量(tds)9290 mg/l。经膜芬顿处理后,出水cod能稳定达到《城镇污水处理厂污染物排放标准》(gb 18918-2002)一级a标准;出水tp可稳定达到地表ⅲ类水标准,tss可稳定保持在检测限以下。
3.3 调试运行
3.3.1 cod的去除效果
系统从第20天左右进入稳定运行阶段,进水平均cod为150 mg/l,cod平均去除率为63%,最高去除率达到76%左右;第50天前,出水cod高于50 mg/l,究其原因,系统的mlss不稳定,污泥浓度过高时,铁泥回流导致芬顿反应池的ph值升高,高级氧化效率下降;污泥浓度过低时,铁泥混凝吸附总量有限。第51天后,将ph值、mlss调回系统运行正常值,出水cod能稳定达到一级a标准。
3.3.2 tp去除效果
进水总磷为0.88~1.88 mg/l,平均为1.23 mg/l,出水总磷为0.03~0.18 mg/l,平均为0.08 mg/l,平均去除率达到93%以上,可稳定达到地表ⅲ类水标准。
3.3.3 tn和氨氮去除效果
进水tn为17.83~28.87 mg/l,平均为24.5 mg/l;稳定运行阶段,出水tn平均21.7 mg/l,去除率为10%~20%,平均为15.1%。分析总氮的去除机理,高浓度铁泥的强化混凝吸附作用,可能是主要的去除机制。研究发现,与cod的吸附相似, tn的吸附量会随着硫酸亚铁的投加量增加而增大。由于原水中tn的组分以及芬顿反应产物主要是溶解态的化合物,在没有反硝化作用的情况下, tn难以通过膜芬顿高效去除。稳定运行阶段,进水氨氮平均为6.28 mg/l ,出水氨氮平均为 7.8 mg/l,相较于进水,膜芬顿出水氨氮升高1.5~1.6 mg/l。这是因为,伴随着cod的去除,部分有机氮在羟基自由基的强氧化作用下转化为氨氮,使得膜芬顿出水氨氮高于进水,氨氮增加的幅度取决于进水有机氮的含量。
3.3.4 可生化性分析
ro浓水与膜芬顿出水的不生生化cod占比分别为73.5%和40.3%,且通过膜芬顿处理后,ro浓水不可生化性的cod从121.22 mg/l降至膜芬顿出水的25.74 mg/l。因此,膜芬顿可大大提升出水的可生化性,并且膜芬顿出水不含有悬浮物,为后续联合生物滤池等生物处理工艺进一步提高出水水质奠定了基础。
3.4 膜芬顿处理ro浓水的经济性分析
采用芬顿处理ro浓水的运行成本<2元/m³,包括电费0.22元/m³、药剂费1.56元/m³、膜折旧费用0.17元/m³。排放的芬顿污泥可以通过资源化途径加以利用,相比目前ro浓水的其他处理技术,特别是常用的蒸发结晶等零排放技术,成本有较大幅度的降低。
04 设计及运维要点
①采用了物美价廉的中空纤维超滤膜用于固液分离,但是,由于芬顿的强氧化性,以有机聚合物为材料的超滤膜是否可以耐受残留的芬顿试剂是个极大的挑战,否则将严重影响膜的使用寿命。为了应对这个问题,一是选用了以聚偏氟乙烯(pvdf)为材料通过热致相工艺(tips)制成的超滤膜,二是采用在线orp仪嘉庆工艺的控制。
②膜污染控制是运行操作的关键。铁泥中存在大量不溶性的金属氧化物以及吸附的无机物和有机物,有很强的膜结垢和污染倾向。因此,膜污染的监控是运维过程中一个长期而艰巨的任务。一旦发现膜出现严重污染的迹象,要及时采取措施,避免不可逆膜污染的发生。
③系统ph值的控制是决定系统处理效果关键因素之一。运行中应定期对在线ph仪进行清洗维护,保证监测数据的准确性。芬顿试剂的投加量是另一关键因素。经验表明,可通过观察膜出水的色度(取膜出水调p h值至9~10,观察产生絮状物的颜色和量),并结合反应池混合液的ph值、颜色等定性判断投加量是否合适。







