1 试验材料与方法
1.1 试验装置
试验装置如图 1 所示 ,micr 由 3 根 d 80 mm× 1 000 mm 的有机玻璃管串联而成,总有效容积为 12.81 l,分为 1#、2#、3# 反应室。各反应室均设 3 个孔径为 8 mm 的取样口,取样口分别位于距离 反应室底部 100、350、700 mm 处,并用恒温水浴槽控制试验温度为(35±1 ) ℃。 废水从高位槽向 1# 反应室底部注入,然后由上部出水口经溢流堰顺管道进入 2# 反应室底部,依次推进,经过 3# 反应室之后排出 。各反应室的气体在集气罩下方汇集,以泥水混合液的形式经提升管进入气液分离器,气体从排气口排出,泥水混合液经回流管回流至反应室底部,形成液体内部循环 。
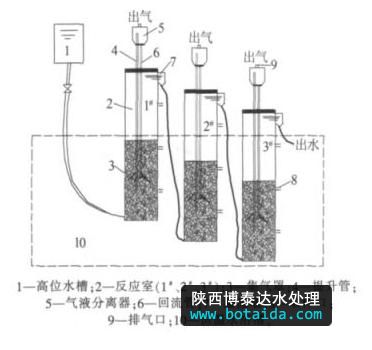
图 1 试验装置
1.2 接种污泥
所用污泥取自广西大学实验室处理淀粉废水的厌氧颗粒污泥,粒径在 2.0 ~3.5 mm 之间,黑色,污泥容积指数(svi) 为 19.1 ml/g,沉降性能良好。污泥经淘洗备用,污泥接种量为反应室容积的 1/2。
1.3 试验用水
试验所用乳品废水取自广西皇氏甲天下乳业股份有限公司 ( 主要水质参数见表 1 ),并根据需要添加了适量纯牛奶,以提高 codcr,以尿素为氮源 、磷酸二氢钾为磷源,保持 m (codcr) ∶ m (n) ∶ m (p) = 300 ∶5∶1 。为促进污泥驯化,适量添加含有 fe、ca、 mn、zn、co、k 等微量元素的营养液。
1.4 试验方法
启动试验采用自制的淀粉废水与乳品废水进行混合作为进水,控制 codcr 为1 000 mg/l左右,保持 hrt= 24 h 不变,逐步提高进水中乳品废水的比例 ,直至进水完全是乳品废水。
micr 启动成功后,即进入运行特性研究。首先保持进水codcr 不变,以每次 4 h 的梯度逐步缩短 hrt; 随后保持 hrt 不变,以每次 500 mg/l 的梯度逐步提高进水的 codcr。 通过这两种方式增加进水的容积负荷 ,并对整个运行过程中出水的 codcr、ph、ss、vfa、产 ch4 量等进行分析。
1.5 分析方法及仪器
试验中对 codcr、ph、ss、vfa、产 ch4 量进行测定 ,具体方法参照文献〔2〕、〔3〕。 其中 codcr 采用微波消解法测定 ,ph 用玻璃电极法测定 ,ss 采用重量法测定 ,vfa 用比色测定法,ch4 采用自制血清瓶液体置换系统测定 ( 以质量分数 3% 的 naoh 溶液吸收去除其中的 co2,剩余气体即 ch4)。
仪器: wmx 型微波密封消解 cod 速测仪,汕头市环海工程总公司 ; phs-3c 型精密 ph 计,上海雷磁仪器厂; cs-122 型恒温箱 ,重庆试验设备厂 ; 自制蒸馏装置。
2 结果与分析
2.1 micr 的抗冲击特性
2.1.1 进水容积负荷对 codcr 去除率的影响
经过近 40 d 的培养驯化,当进水 codcr 为 1 100 mg/l,hrt 为 24 h 时 ,codcr 去 除 率 稳 定 在 92% 左右,进入运行特性试验阶段,该过程分 2 个阶段提高进水容积负荷 。 codcr 去除率随进水容积 负荷的变化情况见图 2。
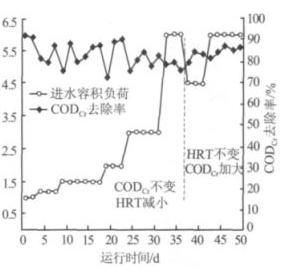
图 2 codcr 去除率随进水容积负荷的变化
第 1 阶段保持 codcr 为 1 000 mg/l,逐步缩短 hrt。 由图 2 可见 ,codcr 容积负荷 <3.0 kg/(m3· d)时,每次提高容积负荷 codcr 去除率均呈现先下降后回升的趋势 ,最高都在 88% 左右 ,例如容积负荷从 1.0 kg/(m3· d) 升至 1.2 kg/(m3· d) 时,codcr 去除率由 91.4%降到 80.1%,之后又升到 87.2%。 主要原因是容积负荷的增加使得甲烷菌增殖速率滞后于产酸菌 ,导致有机酸发生积累 ,代谢产物增多 ,从而抑制了甲烷菌对有机物的降解活性; 待微生物开始适应新的环境,其降解活性得以恢复。
当 codcr 容积负荷提高到3.0 kg/(m3· d) 时,codcr 去除率相对较低 ,最高只恢复到 84.4%,并呈下降趋势 ,特 别 是 当 hrt =4 h,相 应 的 容 积 负 荷 为 6.0 kg/(m3· d) 时,codcr 去除率一直在 78%的较低水平,表明此时进水容积负荷已经超过 micr 的抗冲击负荷能力 ,原因可能是 hrt 较短使得世代时间较长的产甲烷菌被“冲出 ”。
第 2 阶段保持 hrt =8 h 不变,以 500 mg/l 的梯度逐步提高 codcr 质量浓度 。 当进水 codcr 提高到 1 500 mg/l 时 ,codcr 去 除 率 回 升 到 84.5% ; 进 水 codcr 提高到 2 000 mg/l 时 ,codcr 去除率先略微降低后逐渐升高,并最终稳定在 85.6%左右。 可见运行 50 余天后 ,当 hrt =8 h,进水 codcr 为 2 000 mg/l,相应的容积 负 荷 为 6.0 kg/(m3· d) 时 ,micr 具 有 最优的运行效能。
2.1.2 ph 对 codcr 去除率的影响
ph 是影响厌氧反应器处理效果的最重要因素之一 〔4〕。图 3 为进、 出水 ph 随时间的变化情况。
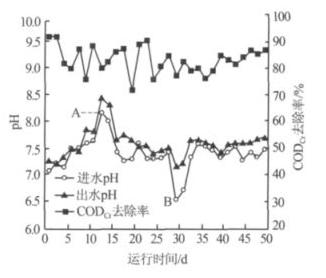
图 3 进、出水 ph 及 codcr 去除率随运行时间的变化
由图 3 可见,经过前期的污泥驯化之后 ,当进水 ph 保持在 7.0 ~7.6 时,出水 ph 也稳定在 7.5 左右 。当进水 ph 突然增大至 8.16(a 点 ) 时 ,出水 ph 也随之升高到 8.44,codcr 去除率即由 88%降至 80%,及时 降 低 进 水 ph 至 8.0 后 ,codcr 去 除 率 恢 复 到 82.1% ; 当进水 ph 突然减小到 6.47 (b 点 ) 时 ,出水 ph 随 之 降 到 7.16,codcr 去 除 率 由 84.4% 降 至 77.5%,及时提高进水 ph 至 6.71 后 ,codcr 去除率恢复至 82.5%。 这主要是因为微生物对 ph 非常敏感,ph 的突然改变会引起细胞膜发生变化 ,影响微生物对营养物质的吸收,从而大大降低细菌活性; 而及时调节进水 ph 后 codcr 去除率的迅速恢复 ,表明颗粒污泥结构为内层产甲烷菌提供了保护和隔离作用 ,使得厌氧颗粒污泥对短时的 ph 变化具有一定的缓冲能力 ,能够很好地适应环境的改变,迅速恢复活性。
2.1.3 hrt 对 ss 去除率的影响
研究表明 hr t 对 ss 去除率有重要影响 〔5〕。 图 4 为进、 出水 ss 及 ss 去除率随运行时间的变化情况。

图 4 进、出水 ss 及 ss 去除率随运行时间的变化
由图4 可知,随着 hrt 的增加 ,系统出水的 ss 逐渐降低 ,ss 去除率逐渐升高。 hrt >8 h 时,出水 ss 均 <40 mg/l,ss 去除率保持在 78.8% ~88.7%之间 。 当 hrt 减小至 4 h 时 ,出水 ss 增至 60 mg/l,ss 去除率则降至 69.7%。 可见,若要保证出水 ss ≤ 40 mg/l, hrt 至少应 >4 h。 实验过程中进水 ss 在 180 ~210 mg/l 之间变化,但出水 ss 受其影响较小 ,仍表现出上述变化规律,且具有较高的 ss 去除率 ,这主要受益于 micr 的内部结构 : 内设的集气罩很好地截留了污泥和悬浮物,同时多相串联的结构使得大量悬浮物在第 1 格室被吸附分解,在最后格室沉淀,因此该系统对 ss 的去除效果明显 。
2.2 相分离特性
2.2.1 各反应室出水vfa 的变化规律
在厌氧消化过程中 ,甲烷菌主要利用 vfa 形成甲烷,因此 vfa 的积累程度及变化规律能够很好地表征厌氧反应器的相分离状态〔6〕。图 5 为各反应室出水的 vfa 随运行时间的变化情况。
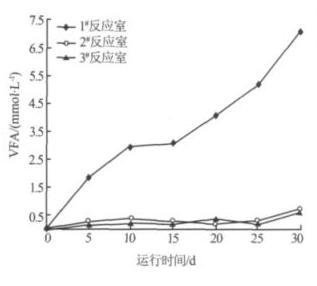
图 5 各反应室 vfa 随运行时间的变化
由图 5 可以看出 ,1# 反应室出水的 vfa 最多,总体在 2.0 mmol/l 以上,并随着进水容积负荷的增加 而 增 大 ( 随 运 行 时 间 延 长 进 水 容 积 负 荷 逐 渐 加大 ),vfa 最高达到 7.0 mmol/l; 2#、3# 反应室出水的 vfa 没有明显差异 ,均较低 ,在 0.25~0.75 mmol/l 之间变化。 说明 1# 反应室以产酸菌为主,2#、3# 反应室以产甲烷菌为主。1# 反应室中 ,随着进水容积负荷的逐渐增大 ,大量有机物为代谢速率高 、 适应能力强的产酸菌提供了适宜的生长环境 ,产酸菌大量生长繁殖 ,有机物被产酸菌迅速转化为脂肪酸 ,而产甲烷菌适应环境较慢且代谢能力弱 ,无法将产生的脂肪酸及时吸收利用 ,致使脂肪酸大量积累 ,出水 vfa 较高 ; 在 2#、3# 反应室中 ,产甲烷菌开始适应环境并迅速生长繁殖,而此时产酸菌由于底物不足,活性变差,与产甲烷菌的生长达到平衡,其产生的脂肪酸能够及时被产甲烷菌利用 ,出 水 vfa 较 低 。 此 外 , micr 的内循环系统可增强泥水的混合 ,加快各种厌氧菌种的代谢活动 ,从而达到良好的相分离效果 。
2.2.2 各反应室产 ch4 量的变化
试验过程中对各反应室产生的 ch4 气体单独收集测定 ,以考察反应室厌氧菌种的生长情况。 各反应室的产 ch4 量如图 6 所示。
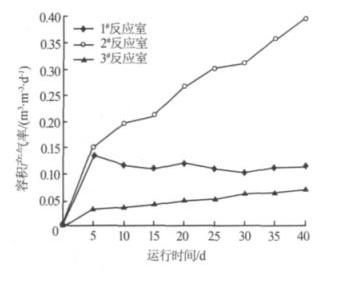
图 6 各反应室的产 ch4 量随运行时间的变化
由图 6 可见,2# 反应室产生的 ch4 最多,容积产气率 >0.153 m3/(m3· d),最高达 0.397 m3/(m3· d),并随着容积负荷的 增加而增大 ( 随运行时间延长容积负荷增加 ),表明 2# 反应室以产甲烷菌为主。 1# 反应室产生的 ch4 量受进水容积负 荷的影响不大 ,总体保持在 0.103~ 0.137 m3/(m3· d) 的水平 ,表明 1# 反应室主要起水解和酸化作用 ,以产酸菌为主,产甲烷菌的活性受到抑制 ,而且受进水容积负荷的直接冲击,ch4 产量呈现小幅度的波动 。 3# 反应室与 2# 反应室一样 ,产 ch4 量随着容积负荷的增加而增大 ,但 产 ch4 量 始 终 很 低 ,其 容 积 产 气 率 最 大 为 0.071 m3/(m3· d),表明 3# 反应室也以产甲烷菌为主 ,但由于废水流至 3# 反应室时剩余的有机物很少 ,底物不足,因此 ch4 量很少 。
3 结论
(1)micr 对乳品废水有稳定高效的处理效果 。当 hrt=8 h、 进水 codcr 为 2000 mg/l、 相应的容积负荷为 6.0 kg/(m3· d) 时 ,micr 具 有 最 优 的 运 行 效能 ,codcr 去除率可稳定在 85.6%左右 。 micr 底部污泥对 ph 骤变有较好的抗冲击能力 ,能够随 ph 的稳定很快恢复活性,提高 codcr 去除率。 micr 独特的结构设计对 ss 有较高的去除率 ,当 hrt>8 h 时出水 ss<40 mg/l,ss 去除率保持在 78.8%~88.7%。
(2)micr 存在产酸相与甲烷相分离现象。 1# 反应室出水 vfa 在 2.0 mmol/l 以上,2#、3# 反应室出水 vfa 仅在 0.25~0.75 mmol/l 之间变化 ; 2# 反应室产生 ch4 最多 ,容积产气率最高可达 0.397 m3/(m3· d),研究表明 2# 、3# 反应室以产甲烷菌为主 ,1# 反应室以产酸菌为主。